
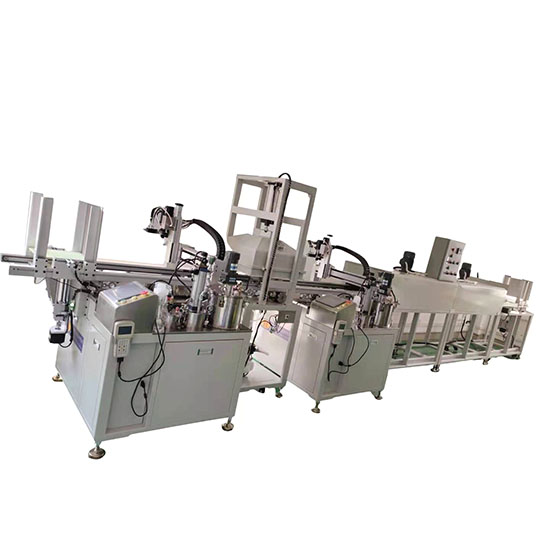
點膠機和灌膠機都是現在比較流行的對膠進行操控的機器,其中,灌膠機的使用更加的頻繁一些,那么在使用過程中如何精確控制出膠量呢?下面小編就為大家介紹一下:
自動點膠機與灌膠機是利用活塞來對出膠量進行控制的。而膠水的大小與膠水的流速則是通過活塞在膠筒內的活動軌跡來決定的。活塞在膠筒內進行位移的同事,出膠量也會出現相應的變化。
在對點膠機與灌膠機設備作業過程中的出膠量進行控制時,想要精準的對出膠量進行控制,可以通過精準的計算來達到這樣的目的。通常封裝廠家常常利用電子 尺來對活塞的運動軌跡進行測量,隨后再根據其實際的膠體體積以及膠水比例,經過系統科學的準確換算,最終得到出膠量的大小。
全自動點膠機與灌膠機的出膠量控制是封裝行業的一個永恒研究命題。出膠量的大小與出膠時間的長短對封裝產品的質量影響意義頗豐。
影響出膠量的設備因素
出膠時間設定
膠點直徑的大小應為產品間距的一半。這樣就可以保證有充足的膠水來粘結組件又避免膠水過多。點膠量多少由自動點膠機設置的時間長短來決定,實際中應根據生產情況(室溫、膠水的粘性等)選擇點膠設定時間。
點膠壓力設定
點膠設備給針管或膠閥提供一定壓力以保證膠水供應,壓力大小決定供膠量和膠水流出速度。壓力太大易造成膠水溢出、膠量過多;壓力太小則會出現點膠斷續 現象和漏點,從而導致產品缺陷。應根據膠水性質、工作環境溫度來選擇壓力。環境溫度高會使膠水粘度變小、流動性變好,這時需調低壓力值,反之亦然。
針頭或噴嘴大小
在工作實際中,針頭內徑大小應為點膠膠點直徑的1/2左右,點膠過程中,應根據產品大小來選取點膠針頭。大小相差懸殊的產品要選取不同針頭,這樣既可以保證膠點質量,又可以提高生產效率。
進行點膠時,點膠針頭與電路板的距離以及針頭內徑是最重要的參數。如果針頭和基板之間的距離不正確的話,操作人員將永遠無法得到正確的點膠結果。在其他參數不變的情況下,點膠針頭與電路板的距離越大,膠點直徑就越小,膠點高度就越高;點膠針頭與電路板的距離越小,膠點直徑就越大,膠點高度就越低。
膠點的直徑是由針頭內徑和針頭與基板的距離決定的。當針頭內徑相同時,如果改變針頭和基板之間的距離,雖然點的膠量完全相同,也可能得到不同的膠點直徑和膠點形狀。
但通過改變膠針的高度而改變膠點直徑也有一定的范圍限制,膠點直徑是不可能小于甚至等于所使用針頭內徑的。這是由于膠和針頭之間表面張力(f1)與膠和基板之間的表面張力(F1)二者的相對作用力所致。
若要得到好的點膠效果,相當重要的是F1必須大于f1,即Fl>fl。
決定F1和f1大小的主要參數是膠點直徑和針頭內徑,通常要求:膠點直徑>2×針頭內徑。
點膠機有效控制膠量必須注意不同壓力、出膠時間、針頭或噴嘴大小對出膠量的影響。
a減小壓力、縮短出膠時間和針頭大小三者均可減少出膠量。較薄、較稀液體,如氰基丙烯酸鹽粘合劑或稀釋劑則應減小壓力,縮短出膠時間或選用較細的針頭;
b增加壓力、點膠時間和針頭大小會加大出膠量。較厚、更粘稠流體,如膏狀或潤滑油需要更大壓力,更長的出膠時間或更粗的針頭;
較大壓力或縮短出膠時間會加快點膠速率,產量較高;
減小壓力或增長出膠時間會提高膠點大小的精確性。
建議根據產品本身實際品質要求選擇。
看了小編的介紹,您是否了解了如何精確控制出膠量了呢?更多關于灌膠機的資訊將會為您持續呈現,敬請期待吧!

掃一掃,關注我們














 粵公網安備 44030602002419號
粵公網安備 44030602002419號